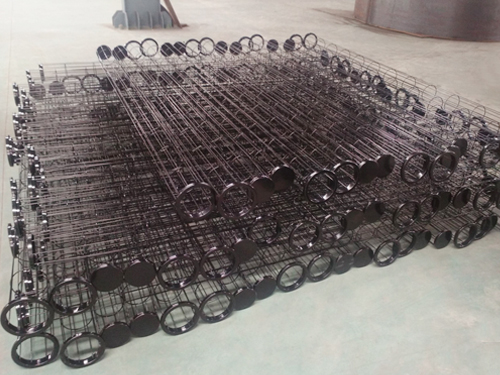
硅除塵骨架表面處理工序:
1.硅除塵骨架表面處理一般采用化學處理方式將袋籠表面的油、銹、氧化皮及其他雜物等 干凈,排除影響化學結合及極性結合的因素。
2.選擇涂裝施工方法:根據除塵器工作的工況確定布袋的濾料與袋籠的涂層,我們一般選用鍍鋅和噴涂硅兩種。
3.涂裝過程的質量控制:嚴格按照涂層的施工工藝要求,對預處理、施工環境、工藝參數、搬運、返修等進行監督檢查,從而袋籠的涂裝質量。
硅處理的除塵骨架具有好的熱穩定性以及耐輻照和耐候能力, 可代替用不銹鋼制造的除塵骨架降低企業成本,硅不但可而且也耐低溫無論是化學性能還是物理機械性能,隨溫度的變化都很小,硅除了具有優良的耐熱性外,還具有優異的性,這是電氣設備在濕態條件下使用具有高性的。
硅除塵骨架生產過程:
1. 將已加工好的袋籠浸入除油槽15分鐘,目的是除去袋籠表面的油污。
2. 從除油槽中取出袋籠放入清洗槽進行浸泡清洗,目的是除去袋籠上的除油劑。
3. 從清洗槽取出袋籠放入除銹槽進行除銹處理,目的是除去袋籠上的金屬氧化層,增強吸附力。
4. 從除銹槽取出籠骨放入磷化槽進行磷化處理,目的是增強袋籠表面的粘合力。
5. 將處理好的袋籠放入烤箱,溫度設為$2100℃,進行20-30分鐘的烘干,目的除去袋籠上的水份,保持袋籠本體的干燥。
6. 取出袋籠,將調制好的硅均勻的噴涂在袋籠表面。涂層厚度在60μm~100μm。
7. 將噴涂好的袋籠放入烤箱,溫度設為$2220℃,進行120分鐘的烘烤。之后保持$2200℃,進行30分鐘的熱定型。將袋籠自然冷卻,即完成了袋籠硅噴涂工藝。
8.硅粘合力強的厚度在60-70μm之間。
硅除塵骨架運輸中避免損傷的措施:硅除塵骨架從制作工廠到安裝現場一般都要經過長途運輸這個過程,在這個過程中,裝卸、運輸經常會損傷、損壞袋籠,所以 采取適當的措施預防損傷、損壞的發生。我們對袋籠采用長塑料袋套裝并封住袋口,同時配套使用的袋籠周轉箱,可以避免絕大多數的損失。

 手動插板閥 手動插板閥通常手動插板閥是...
手動插板閥 手動插板閥通常手動插板閥是...  TXP型陶瓷旋風除塵器 TXP型陶瓷旋風除塵器是在原多...
TXP型陶瓷旋風除塵器 TXP型陶瓷旋風除塵器是在原多...  爐窯脫硫脫硝除塵器 爐窯脫硫脫硝除塵器節省占地...
爐窯脫硫脫硝除塵器 爐窯脫硫脫硝除塵器節省占地...  脫硫脫硝除塵器 脫硫脫硝除塵器適用工況條件...
脫硫脫硝除塵器 脫硫脫硝除塵器適用工況條件... 